Shopping Cart

{kind=link}
TWILL Carbon 160g x100cm 2/2
103201001
€17.50
21,18 € Tax incl.
21,18 € Tax incl.
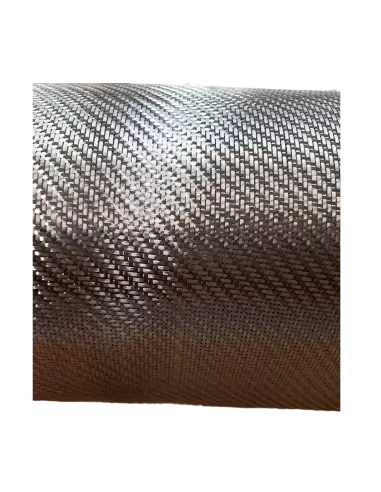
Twill 2/2 carbon fabric, 160 g/m², 100 cm wide. Weft 4 fd/cm 3K, warp 5 fd/cm 6K, thickness 0.30 mm. Aesthetic and structural finish.
The 160 g/m² Twill 2/2 carbon fabric is a balanced-construction carbon fibre cloth that combines a characteristic twill visual finish with good mechanical properties. With a thickness of just 0.30 mm and a very low weight, it is the go-to choice when lightness, stiffness and a quality surface appearance are required in parts laminated with epoxy or polyester resin.
Technical specifications
| Parameter | Value |
|---|---|
| Weave type | Twill 2/2 |
| Weight | 160 g/m² |
| Width | 100 cm |
| Thickness | 0.30 mm |
| Weft | 4 fd/cm — 3K / 200 Tex |
| Warp | 5 fd/cm — 6K / 400 Tex |
| Material | Carbon fibre |
What it is used for
This fabric is designed for structural and finish laminates where weight is a limiting factor and surface aesthetics matter. Its medium-low areal weight makes it suitable both for outer layers with a decorative function and for functional multi-layer laminates:
- Body panels and aerodynamics in automotive and motorsport (spoilers, splitters, housings)
- Bicycle components, frames and handlebars
- Helmets and protective gear for motorsport and cycling
- Padel rackets, tennis rackets and high-performance sports equipment
- Drones and aeronautical structures for amateur and professional use
- Localised reinforcement on existing composite parts
- Technical decorative parts: electronics enclosures, vehicle interiors
- Prototypes and small-batch parts requiring an optimal strength-to-weight ratio
How to use it
- Prepare the mould or surface: clean and apply a Release agent if you are making a standalone part. If laminating onto an existing part, sand and degrease the substrate thoroughly.
- Cut the fabric: use scissors or a cutter with a metal ruler. Twill has some drape capability; cut with a 2–3 cm margin on each side to adjust without tension.
- Prepare the resin: mix the epoxy resin (or polyester/vinylester depending on the project) with its hardener in the exact ratio specified by the manufacturer. Work at a stable workshop temperature, ideally between 18 and 25 °C.
- Apply the first coat of resin: spread a thin layer over the mould or substrate using a brush or foam roller.
- Place the fabric: lay the carbon cloth onto the wet resin and adjust its position. The twill pattern makes it easier to conform to moderate curvatures.
- Wet out the fabric: using a brush or roller, apply more resin from the centre outwards to eliminate bubbles and ensure complete wet-out. Do not drag the cloth; press vertically.
- Repeat layers as needed: for structural laminates, add the required fabric layers with resin between each one. Orient layers alternating 0°/90° or ±45° depending on the expected loads.
- Remove excess resin: use a consolidation roller or apply vacuum (infusion or vacuum bagging) to achieve the highest possible fibre-to-resin ratio and reduce weight.
- Cure and post-cure: allow to cure according to the resin instructions. For maximum performance, apply thermal post-cure if the resin permits.
- Finishing: sand with progressive-grit wet-and-dry paper and apply a UV varnish or lacquer to protect and enhance the appearance of the fabric.
Usage tips
Drape and fibre orientation
Twill 2/2 drapes better than plain weave over geometries with simple curvatures, but on pronounced double curvatures it may wrinkle. If the part has complex shapes, make star cuts or work with smaller overlapping pieces. Always orient the fibres according to the primary loads on the part: 0°/90° for axial tension and compression, ±45° for torsional loading.
Fibre-to-resin ratio and surface finish
At 160 g/m² and 0.30 mm thickness, this fabric is ideal as an outer layer in multi-ply laminates: it delivers a clean visual finish without adding excessive weight. To achieve the best fibre-to-resin ratio (ideally between 50/50 and 60/40 by weight), use vacuum bagging wherever possible. Excess resin does not improve mechanical properties and increases final weight.
Safety when cutting and handling
Cut carbon fibres are irritating to skin and mucous membranes. Use nitrile gloves, safety glasses and an FFP2 mask when cutting and sanding. Work in a ventilated area or with local extraction. Cut fibres are electrically conductive: prevent them from coming into contact with circuits or electronic equipment.
Frequently asked questions
What type of resin is used with this carbon fabric?
It is compatible with epoxy, polyester and vinylester resins. For structural and high-performance applications, epoxy resin is the recommended choice because it offers the best adhesion to carbon fibre, lower shrinkage and better final mechanical properties. Polyester or vinylester resins are suitable for less demanding projects or when cost is the deciding factor.
How many layers do I need for a strong part?
It depends on the application and expected loads. For decorative parts or lightweight housings, 2–3 layers of this 160 g/m² fabric are usually sufficient. For structural components (frames, drone arms, chassis reinforcements), calculate the required thickness based on the loads: each layer contributes approximately 0.30 mm. For critical structural laminates, consult a composites engineer or carry out laminate calculations.
Can it be used with vacuum infusion?
Yes. The 160 g/m² twill fabric is suitable for vacuum infusion (VARI) and vacuum bagging processes. Its medium areal weight facilitates uniform resin wet-out. Make sure to use a resin with the appropriate viscosity for infusion and position the distribution mesh correctly to avoid dry spots.
How do you cut it without fraying?
Carbon twill tends to fray at the edges when cut. To minimise this, use sharp scissors or a cutter with a fresh blade and a metal ruler. Another option is to apply a thin line of epoxy resin or masking tape along the cut line before cutting; this locks the filaments in place. Marking with adhesive tape and cutting through it also helps when precise parts are needed.
Can it be used outdoors without additional protection?
Carbon fibre itself does not degrade with weathering, but the resin can yellow and degrade under UV radiation. For outdoor use, always apply a coat of UV-protective varnish or gel coat over the finished part. This protects both the resin and the visual appearance of the fabric.
Is it electrically conductive?
Yes. Carbon fibre is electrically conductive. Bear this in mind if the part will be close to electronic components or electrical installations. In such cases, make sure to properly insulate the part or ensure that the outer resin layer acts as a sufficient dielectric barrier for your application.
What is the difference between this fabric and a heavier one?
A lighter fabric like this 160 g/m² one is more flexible, drapes better over curvatures and is ideal as an outer layer or in multi-ply laminates where thickness is controlled ply by ply. A heavier fabric, such as the 200 g/m², adds more stiffness per ply and reduces the number of layers needed to reach a given thickness, but drapes slightly less. The choice depends on the part geometry and the lamination process.
Can it be combined with fibreglass fabric?
Yes. It is common practice to combine outer carbon layers with inner fibreglass layers to reduce the overall laminate cost while maintaining the visual appearance of carbon. Compatibility between both fibres with epoxy resin is complete. Keep in mind that galvanic coupling between carbon and aluminium can cause corrosion; in those cases, always interpose a fibreglass layer or an insulator between the two materials.
No reviews
Tap to zoom