Panier

{kind=link}
Ruban de carbone 3K - 200g x 50mm
103204001
8,00 €
9,68 € TVA incl.
9,68 € TVA incl.
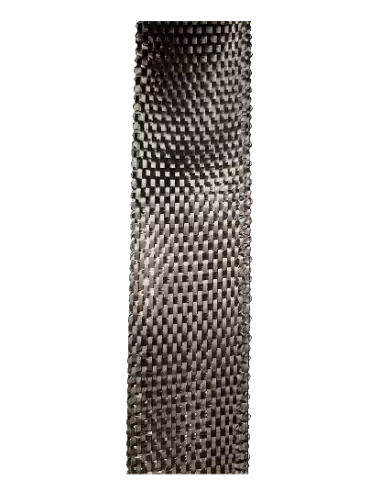
Ruban de carbone plain weave 3K, 200 g/m², 50 mm de large. Léger, rigide et résistant pour les renforts structurels et les pièces techniques en composites.
Le ruban de carbone plain 3K de 200 g/m² et 50 mm de large est un tissu de fibre de carbone à armure toile (plain weave) avec 3000 filaments par toron, idéal pour les renforts structurels de précision, les réparations et la fabrication de pièces techniques en composites. Son format étroit facilite le travail dans les zones difficiles d'accès, les profilés, les bords et les géométries complexes où un tissu large est difficile à manipuler.
Spécifications techniques
| Paramètre | Valeur |
|---|---|
| Type de tissage | Plain weave (armure toile) |
| Filaments par toron | 3K (3000 filaments) |
| Grammage | 200 g/m² |
| Largeur | 50 mm |
| Chaîne | 5,0 Fd/cm (3K – 200 tex) |
| Trame | 5,0 Fd/cm (3K – 200 tex) |
À quoi sert-il
Ce format étroit de 50 mm est conçu pour les travaux nécessitant une haute résistance et rigidité dans des zones précises sans ajouter de poids inutile. Il est particulièrement utile pour les applications de renfort localisé et les finitions avec fibre de carbone apparente.
- Renfort des bords, chants et profilés sur des pièces en fibre de carbone ou fibre de verre
- Réparation structurelle de pièces endommagées sur des équipements sportifs, châssis et carrosseries
- Fabrication de tubes, tiges et profilés composites par enroulement ou stratification
- Couches décoratives et de finition avec carbone apparent sur panneaux, couvercles et capots
- Renfort des joints et assemblages sur des structures légères de drones, aéromodélisme et nautisme
- Applications d'ingénierie nécessitant une rigidité sur deux axes avec un faible grammage
- Équipements sportifs haute performance : raquettes, bâtons, cadres de vélo, planches
Comment l'utiliser
- Préparez la surface : nettoyez et dégraissez le substrat ou le moule. Appliquez un agent de libération si vous travaillez avec un moule et souhaitez démouler la pièce.
- Préparez la résine : mélangez la résine époxy ou polyester selon les proportions indiquées par le fabricant. Travaillez dans un environnement à température contrôlée (18-25 °C) pour assurer un temps de travail adéquat.
- Imprégnez le ruban : déroulez le ruban sur une surface plane ou directement sur le moule. Appliquez la résine avec un pinceau ou un rouleau en vous assurant que tous les filaments sont bien imprégnés sans bulles.
- Positionnez le ruban : placez le ruban imprégné dans la zone à renforcer ou dans le moule, en suivant l'orientation souhaitée (0°/90° pour des charges équilibrées).
- Éliminez l'air : passez un rouleau débulleur ou une spatule en caoutchouc de l'intérieur vers l'extérieur pour expulser les bulles d'air emprisonnées entre les couches.
- Ajoutez des couches si nécessaire : répétez le processus pour chaque couche supplémentaire. Le plain weave étant symétrique, chaque couche peut être alternée ou superposée sans introduire de contraintes asymétriques.
- Polymérisation et démoulage : laissez polymériser selon les instructions de la résine utilisée. Une fois polymérisé, démoulez avec précaution et réalisez la finition (découpe, ponçage, vernis) selon l'utilisation finale.
Conseils d'utilisation
Coupe nette sans effilochage
Utilisez des ciseaux au carbure ou un cutter avec une lame neuve pour couper le ruban. Pour éviter que les bords ne s'effilochent avant la stratification, vous pouvez appliquer un peu de ruban de masquage sur la ligne de coupe et couper dessus, ou fixer les filaments avec un point de résine avant de manipuler la pièce.
Orientation et superposition des couches
Le plain weave offre une résistance équilibrée en chaîne et en trame (0° et 90°). Si vous avez besoin de résistance dans plusieurs directions, alternez des couches à 0°/90° avec des couches à ±45°. Pour les renforts de bord avec ce ruban de 50 mm, centrez le ruban sur le chant et repliez 25 mm de chaque côté pour une accroche symétrique.
Compatibilité avec les résines
Le ruban est compatible avec les résines époxy, polyester et vinylester. Pour des résultats optimaux avec une finition carbone apparent, utilisez des résines époxy de faible viscosité qui imprègnent bien les filaments 3K et minimisent les bulles en surface. Si vous travaillez avec des formats plus larges sur la même pièce, imprégnez d'abord les zones difficiles d'accès avec ce ruban de 50 mm, puis appliquez le tissu large.
Questions fréquentes
Quelle est la différence entre un tissu plain weave et un tissu twill en fibre de carbone ?
Dans le plain weave (armure toile), chaque fil passe alternativement au-dessus et en dessous du fil perpendiculaire, ce qui donne une structure très équilibrée et stable mais avec une ondulation plus importante des filaments. Le twill (sergé) présente une ondulation moindre, ce qui améliore légèrement les propriétés mécaniques et facilite le drapage sur les géométries courbes. Ce ruban de carbone plain 3K de 200 g/m² est particulièrement adapté aux surfaces planes, aux profilés droits et aux applications où la symétrie du tissu est prioritaire.
Avec quelles résines ce ruban de carbone est-il compatible ?
Il est compatible avec les résines époxy, polyester insaturé et vinylester. Pour les applications structurelles ou de finition avec carbone apparent, une époxy de faible viscosité est recommandée, car elle imprègne mieux les filaments 3K et offre de meilleures propriétés mécaniques. Les résines polyester et vinylester conviennent pour des applications moins exigeantes ou lorsque le coût est un facteur déterminant.
Combien de couches me faut-il pour une pièce résistante ?
Cela dépend de l'application et des charges prévues. Pour un renfort léger ou décoratif avec carbone apparent, 1 à 2 couches de ce ruban de 200 g/m² sont généralement suffisantes. Pour des pièces structurelles, il est recommandé de calculer le stratifié en fonction des charges, mais à titre indicatif, 4 à 6 couches de 200 g/m² avec époxy offrent un panneau rigide et résistant pour la plupart des applications sportives et d'ingénierie légère.
Puis-je utiliser ce ruban pour réparer une pièce en carbone cassée ?
Oui. Le format étroit de 50 mm est très pratique pour les réparations localisées. Préparez la zone endommagée en ponçant la zone affectée jusqu'à exposer une fibre propre, appliquez des couches de ruban imprégné d'époxy en recouvrant au moins 30 à 50 mm sur le matériau sain de chaque côté de la cassure, et laissez polymériser selon les instructions de la résine. Pour les réparations sur de grandes zones, combinez-le avec le tissu de carbone de 100 cm.
Faut-il utiliser un agent de libération si l'on stratifie directement sur un autre composite ?
Si vous stratifiez sur un autre composite déjà polymérisé pour ajouter un renfort, vous n'avez pas besoin d'agent de libération : l'objectif est l'adhésion. Poncez la surface, dégraissez et appliquez la résine directement. L'agent de libération n'est utilisé que lorsque vous souhaitez séparer la pièce du moule après polymérisation.
Comment éviter les bulles dans le stratifié ?
Imprégnez le ruban avec la quantité exacte de résine (ni trop ni trop peu) et utilisez un rouleau débulleur en travaillant de l'intérieur vers l'extérieur. Travaillez à une température comprise entre 18 et 25 °C : par temps froid, la résine est plus visqueuse et emprisonne davantage d'air ; par forte chaleur, le temps de travail se raccourcit. Si vous réalisez plusieurs couches, ne laissez pas la résine des couches précédentes polymériser complètement avant d'ajouter la suivante (stratification humide sur humide réduit les bulles interlaminaires).
Quelle est la différence entre 3K et d'autres nombres de filaments comme 6K ou 12K ?
Le nombre K indique le nombre de filaments par toron : 3K en compte 3000, 6K en compte 6000 et 12K en compte 12000. Avec moins de filaments par toron (3K), le tissu présente un aspect plus fin et uniforme, facilite l'imprégnation et est préféré pour les finitions apparentes de qualité. Les tissus de K plus élevé (6K, 12K) sont plus économiques et sont utilisés dans les stratifiés structurels où la finition n'est pas prioritaire.
Puis-je combiner ce ruban avec des tissus en fibre de verre ou en fibre d'aramide ?
Oui. Les stratifiés hybrides associant le carbone à la fibre de verre ou à l'aramide sont courants lorsqu'on recherche un équilibre entre rigidité, résistance aux chocs et coût. Le ruban de carbone est généralement utilisé dans les couches extérieures pour apporter de la rigidité, tandis que les couches intermédiaires en verre ou en aramide absorbent les chocs. Assurez-vous que toutes les fibres sont compatibles avec la résine choisie.
Pas de commentaires
Tap to zoom