Warenkorb

{kind=link}
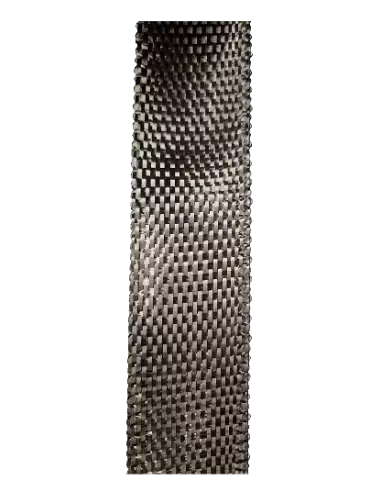
Einfaches 3K-Karbonband - 200g x 50mm
103204001
8,00 €
9,68 € MwSt. inkl.
9,68 € MwSt. inkl.
Carbon-Klebeband plain weave 3K, 200 g/m², 50 mm Breite. Leicht, steif und belastbar für Strukturverstärkungen und technische Composite-Bauteile.
Das Carbon-Klebeband Plain 3K mit 200 g/m² und 50 mm Breite ist ein Kohlenstofffasergewebe in Leinwandbindung (plain weave) mit 3000 Filamenten pro Faden, ideal für präzise Strukturverstärkungen, Reparaturen und die Herstellung technischer Bauteile aus Composites. Das schmale Format erleichtert die Arbeit in schwer zugänglichen Bereichen, Profilen, Kanten und komplexen Geometrien, wo ein breites Gewebe schwierig zu handhaben ist.
Technische Spezifikationen
| Parameter | Wert |
|---|---|
| Gewebeart | Plain weave (Leinwandbindung) |
| Filamente pro Faden | 3K (3000 Filamente) |
| Flächengewicht | 200 g/m² |
| Breite | 50 mm |
| Kette | 5,0 Fd/cm (3K – 200 tex) |
| Schuss | 5,0 Fd/cm (3K – 200 tex) |
Anwendungsbereiche
Dieses schmale Format von 50 mm ist für Arbeiten konzipiert, bei denen hohe Festigkeit und Steifigkeit in bestimmten Bereichen ohne unnötige Gewichtszunahme benötigt werden. Es ist besonders nützlich bei lokalisierten Verstärkungsanwendungen und Sichtcarbon-Oberflächen.
- Verstärkung von Kanten, Rändern und Profilen in Carbon- oder Glasfaserbauteilen
- Strukturelle Reparatur beschädigter Bauteile bei Sportgeräten, Chassis und Karosserien
- Herstellung von Rohren, Stäben und Verbundprofilen durch Wickeln oder Laminieren
- Dekorative Schichten und Sichtcarbon-Oberflächen an Platten, Abdeckungen und Verkleidungen
- Verstärkung von Verbindungen und Stößen in Leichtbaustrukturen für Drohnen, Modellflug und Bootsbau
- Ingenieuranwendungen, bei denen biaxiale Steifigkeit bei geringem Flächengewicht erforderlich ist
- Hochleistungssportgeräte: Schläger, Stöcke, Fahrradrahmen, Boards
Verarbeitungsanleitung
- Oberfläche vorbereiten: Reinigen und entfetten Sie das Substrat oder die Form. Tragen Sie Trennmittel auf, wenn Sie mit einer Form arbeiten und das Bauteil entformen möchten.
- Harz vorbereiten: Mischen Sie das Epoxid- oder Polyesterharz in den vom Hersteller angegebenen Verhältnissen. Arbeiten Sie in einer temperaturkontrollierten Umgebung (18–25 °C), um eine ausreichende Verarbeitungszeit zu gewährleisten.
- Band tränken: Legen Sie das Band auf einer flachen Oberfläche oder direkt auf der Form aus. Tragen Sie das Harz mit einem Pinsel oder einer Rolle auf und stellen Sie sicher, dass alle Filamente blasenfrei getränkt sind.
- Band positionieren: Legen Sie das getränkte Band in die zu verstärkende Zone oder in die Form, entsprechend der gewünschten Ausrichtung (0°/90° für gleichmäßige Lastaufnahme).
- Luft entfernen: Fahren Sie mit einer Entlüftungsrolle oder einem Gummispachtel von innen nach außen, um eingeschlossene Luftblasen zwischen den Lagen zu entfernen.
- Weitere Lagen hinzufügen: Wiederholen Sie den Vorgang für jede zusätzliche Lage. Da plain weave symmetrisch ist, kann jede Lage abwechselnd oder übereinander gelegt werden, ohne asymmetrische Spannungen einzubringen.
- Aushärten und entformen: Lassen Sie das Bauteil gemäß den Anweisungen des verwendeten Harzes aushärten. Nach dem Aushärten vorsichtig entformen und die Nachbearbeitung (Schneiden, Schleifen, Lackieren) je nach Verwendungszweck durchführen.
Verarbeitungstipps
Sauberer Schnitt ohne Ausfransen
Verwenden Sie eine Hartmetallschere oder einen Cutter mit neuer Klinge, um das Band zu schneiden. Um das Ausfransen der Kanten vor dem Laminieren zu verhindern, können Sie Malerkreppband auf der Schnittlinie aufbringen und darauf schneiden, oder die Filamente mit einem Harztropfen fixieren, bevor Sie das Bauteil handhaben.
Ausrichtung und Lagenüberlappung
Plain weave bietet gleichmäßige Festigkeit in Kette und Schuss (0° und 90°). Wenn Sie Festigkeit in mehr Richtungen benötigen, wechseln Sie Lagen bei 0°/90° mit Lagen bei ±45° ab. Für Kantenverstärkungen mit diesem 50-mm-Band zentrieren Sie das Band auf der Kante und falten je 25 mm auf jede Seite für einen symmetrischen Halt.
Harzverträglichkeit
Das Band ist kompatibel mit Epoxid-, Polyester- und Vinylesterharzen. Für optimale Ergebnisse mit Sichtcarbon-Oberflächen verwenden Sie niedrigviskose Epoxidharze, die die 3K-Filamente gut tränken und Oberflächenblasen minimieren. Wenn Sie breitere Formate am selben Bauteil verwenden, tränken Sie zuerst die schwer zugänglichen Stellen mit diesem 50-mm-Band und tragen Sie danach das breite Gewebe auf.
Häufig gestellte Fragen
Was ist der Unterschied zwischen einem plain weave und einem Twill-Gewebe bei Carbonfaser?
Beim plain weave (Leinwandbindung) verläuft jeder Faden abwechselnd über und unter dem senkrechten Faden, was eine sehr ausgeglichene und stabile Struktur ergibt, jedoch mit stärkerer Filamentkräuselung. Twill (Köper) hat eine geringere Kräuselung, was die mechanischen Eigenschaften leicht verbessert und die Drapierbarkeit auf gebogenen Geometrien erleichtert. Dieses Carbon-Klebeband plain 3K mit 200 g/m² eignet sich besonders für flache Oberflächen, gerade Profile und Anwendungen, bei denen die Symmetrie des Gewebes Priorität hat.
Mit welchen Harzen ist dieses Carbonband kompatibel?
Es ist kompatibel mit Epoxid-, ungesättigten Polyester- und Vinylesterharzen. Für strukturelle Anwendungen oder Sichtcarbon-Oberflächen wird niedrigviskoses Epoxid empfohlen, da es die 3K-Filamente besser tränkt und bessere mechanische Eigenschaften bietet. Polyester- und Vinylesterharze sind für weniger anspruchsvolle Anwendungen oder wenn die Kosten ein entscheidender Faktor sind geeignet.
Wie viele Lagen benötige ich für ein belastbares Bauteil?
Das hängt von der Anwendung und den zu erwartenden Lasten ab. Für eine leichte oder dekorative Verstärkung mit Sichtcarbon genügen in der Regel 1–2 Lagen dieses 200 g/m²-Bandes. Für strukturelle Bauteile sollte das Laminat nach den Lasten berechnet werden, aber als Richtwert bieten 4–6 Lagen 200 g/m² mit Epoxid ein steifes und belastbares Panel für die meisten Sport- und Leichtbauanwendungen.
Kann ich dieses Band zur Reparatur eines gebrochenen Carbonbauteils verwenden?
Ja. Das schmale Format von 50 mm ist sehr praktisch für lokalisierte Reparaturen. Bereiten Sie die beschädigte Zone vor, indem Sie den betroffenen Bereich schleifen, bis saubere Faser freiliegt, tragen Sie Lagen mit Epoxid getränkten Bandes auf und überdecken Sie dabei mindestens 30–50 mm auf gesundem Material auf jeder Seite des Bruchs, und härten Sie gemäß den Harzanweisungen aus. Für Reparaturen in größeren Bereichen kombinieren Sie es mit dem Carbongewebe 100 cm.
Ist Trennmittel notwendig, wenn direkt auf ein anderes Composite laminiert wird?
Wenn Sie auf ein bereits ausgehärtetes Composite laminieren, um eine Verstärkung hinzuzufügen, benötigen Sie kein Trennmittel: das Ziel ist die Haftung. Schleifen Sie die Oberfläche, entfetten Sie sie und tragen Sie das Harz direkt auf. Trennmittel wird nur verwendet, wenn Sie das Bauteil nach dem Aushärten von der Form lösen möchten.
Wie vermeide ich Blasen beim Laminieren?
Tränken Sie das Band mit der genauen Harzmenge (weder zu viel noch zu wenig) und verwenden Sie eine Entlüftungsrolle, die von innen nach außen arbeitet. Arbeiten Sie bei einer Temperatur zwischen 18 und 25 °C: Bei Kälte ist das Harz viskoser und schließt mehr Luft ein; bei übermäßiger Wärme verkürzt sich die Verarbeitungszeit. Wenn Sie mehrere Lagen aufbringen, lassen Sie das Harz der vorherigen Lagen nicht vollständig aushärten, bevor Sie die nächste Lage auftragen (Nass-in-Nass-Laminieren reduziert Zwischenlagenblasen).
Was ist der Unterschied zwischen 3K und anderen Filamentzahlen wie 6K oder 12K?
Die K-Zahl gibt die Filamentanzahl pro Faden an: 3K hat 3000, 6K hat 6000 und 12K hat 12000. Mit weniger Filamenten pro Faden (3K) hat das Gewebe ein feineres und gleichmäßigeres Aussehen, erleichtert die Tränkung und wird für hochwertige Sichtcarbon-Oberflächen bevorzugt. Gewebe mit höherer K-Zahl (6K, 12K) sind kostengünstiger und werden in strukturellen Laminaten verwendet, bei denen die Oberfläche keine Priorität hat.
Kann ich dieses Band mit Glasfaser- oder Aramidfasergeweben kombinieren?
Ja. Hybridlaminate, die Carbon mit Glas- oder Aramidfaser kombinieren, sind üblich, wenn ein Gleichgewicht zwischen Steifigkeit, Schlagfestigkeit und Kosten angestrebt wird. Das Carbonband wird in der Regel in den Außenlagen verwendet, um Steifigkeit zu verleihen, während die mittleren Glas- oder Aramidfaserlagen Stöße absorbieren. Stellen Sie sicher, dass alle Fasern mit dem gewählten Harz kompatibel sind.
Keine Bewertungen
Tap to zoom