Warenkorb

{kind=link}
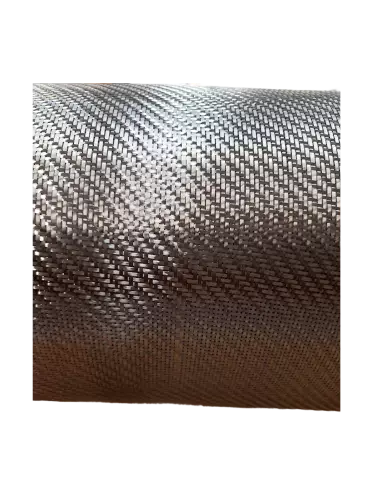
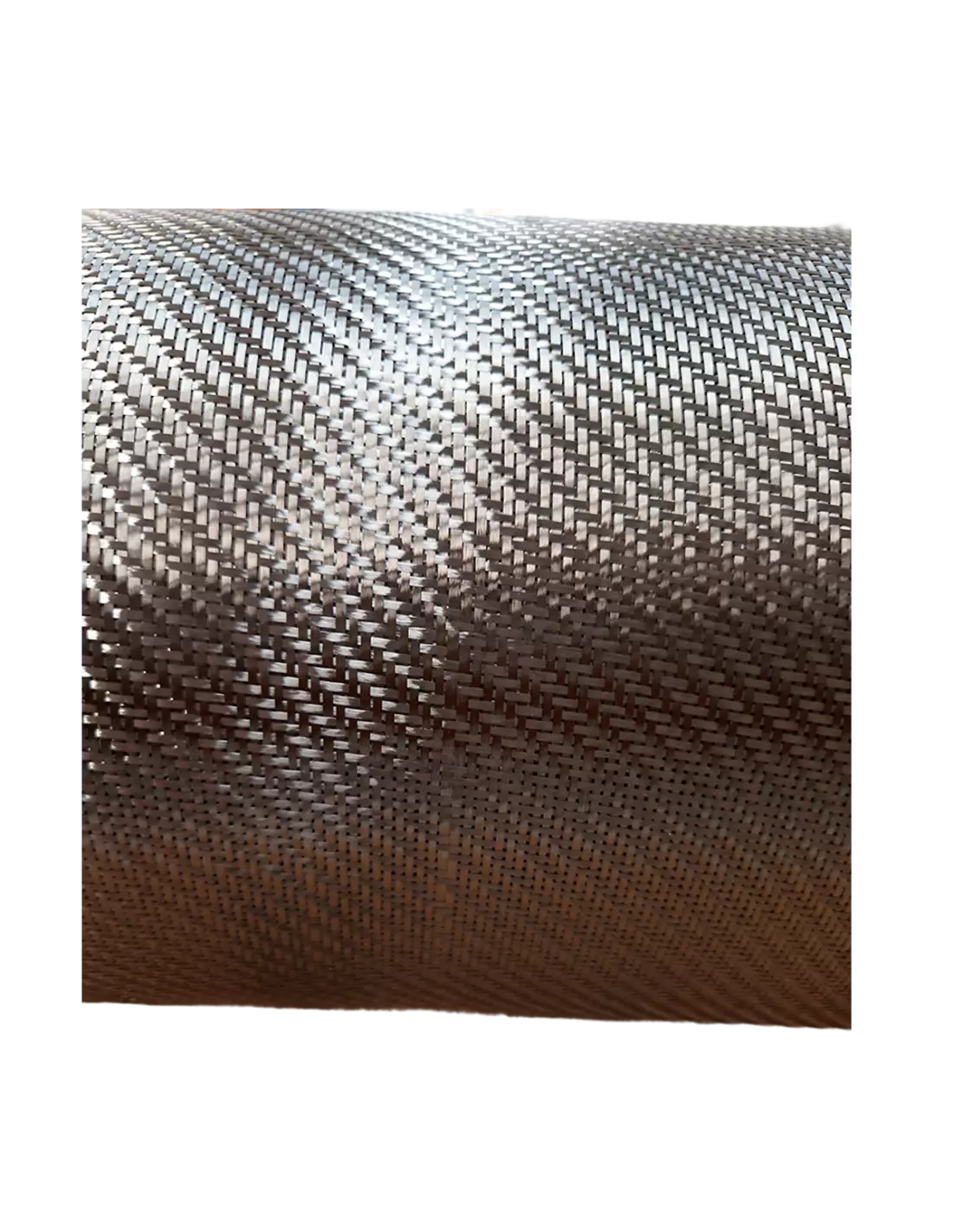
Carbon TWILL 160g x100cm 2/2
103201001
17,50 €
21,18 € MwSt. inkl.
21,18 € MwSt. inkl.
Carbongewebe Twill 2/2, 160 g/m², Breite 100 cm. Schuss 4 fd/cm 3K, Kette 5 fd/cm 6K, Dicke 0,30 mm. Ästhetische und strukturelle Oberfläche.
Das Carbonfasergewebe Twill 2/2 mit 160 g/m² ist ein ausgewogen konstruiertes Kohlefasergewebe, das eine charakteristische Köperbindung mit guten mechanischen Eigenschaften kombiniert. Mit einer Dicke von nur 0,30 mm und einem sehr geringen Gewicht ist es die Standardwahl, wenn Leichtigkeit, Steifigkeit und eine hochwertige Oberflächenoptik bei mit Epoxid- oder Polyesterharz laminierten Bauteilen gefordert sind.
Technische Spezifikationen
| Parameter | Wert |
|---|---|
| Gewebeart | Twill 2/2 (Köper) |
| Gewicht | 160 g/m² |
| Breite | 100 cm |
| Dicke | 0,30 mm |
| Schuss | 4 fd/cm — 3K / 200 Tex |
| Kette | 5 fd/cm — 6K / 400 Tex |
| Material | Carbonfaser |
Anwendungsbereiche
Dieses Gewebe ist für strukturelle Laminate und Oberflächenlaminate konzipiert, bei denen das Gewicht ein entscheidender Faktor und die Oberflächenästhetik wichtig ist. Sein mittleres bis niedriges Flächengewicht macht es sowohl für äußere Lagen mit dekorativer Funktion als auch für funktionale Mehrlagenlaminate geeignet:
- Karosserie und Aerodynamik im Automobil- und Rennsport (Spoiler, Splitter, Verkleidungen)
- Fahrradkomponenten, Rahmen und Lenker
- Helme und Schutzausrüstung für Motorsport und Radsport
- Paddelschläger, Tennisschläger und Hochleistungssportgeräte
- Drohnen und aeronautische Strukturen für Amateur- und Profibereich
- Lokale Verstärkung bereits vorhandener Compositebauteile
- Technische Dekorationsteile: Elektronikgehäuse, Fahrzeuginnenverkleidungen
- Prototypen und Kleinserienteile mit optimalem Festigkeits-/Gewichtsverhältnis
Verarbeitung
- Form oder Oberfläche vorbereiten: Reinigen und Trennmittel auftragen, wenn ein eigenständiges Bauteil hergestellt werden soll. Bei der Laminierung auf ein bestehendes Bauteil den Untergrund gut anschleifen und entfetten.
- Gewebe zuschneiden: Schere oder Cutter mit Metalllineal verwenden. Der Twill hat eine gewisse Drapierbarkeit; mit einem Überstand von 2–3 cm pro Seite zuschneiden, um spannungsfreies Anlegen zu ermöglichen.
- Harz vorbereiten: Epoxidharz (oder Polyester-/Vinylesterharz je nach Projekt) im genauen Mischungsverhältnis des Herstellers mit dem Härter mischen. Bei stabiler Werkstatttemperatur arbeiten, idealerweise zwischen 18 und 25 °C.
- Erste Harzschicht auftragen: Eine dünne Schicht mit Pinsel oder Schaumstoffrolle auf Form oder Untergrund aufstreichen.
- Gewebe einlegen: Das Carbongewebe auf das nasse Harz legen und ausrichten. Das Twill-Muster erleichtert die Anpassung an moderate Krümmungen.
- Gewebe tränken: Mit Pinsel oder Rolle weiteres Harz von der Mitte zu den Rändern hin auftragen, um Luftblasen zu entfernen und eine vollständige Tränkung sicherzustellen. Gewebe nicht verschieben; senkrecht andrücken.
- Lagen bei Bedarf wiederholen: Für strukturelle Laminate die erforderliche Anzahl Gewebelagen mit je einer Harzschicht dazwischen aufbauen. Lagen im Wechsel bei 0°/90° oder ±45° orientieren, je nach erwarteten Belastungen.
- Harzüberschuss entfernen: Eine Entgasungsrolle verwenden oder Vakuum anlegen (Infusion oder Vakuumsack), um ein möglichst hohes Faser-/Harzverhältnis zu erzielen und das Gewicht zu reduzieren.
- Aushärten und Nachhärten: Gemäß den Angaben des Harzes aushärten lassen. Für maximale Leistung thermisches Nachhärten anwenden, sofern das Harz dies erlaubt.
- Oberflächenbehandlung: Mit Nassschleifpapier in aufsteigender Körnung schleifen und UV-Lack oder -Klarlack auftragen, um das Erscheinungsbild des Gewebes zu schützen und hervorzuheben.
Anwendungshinweise
Drapierbarkeit und Faserausrichtung
Twill 2/2 drapiert bei einfach gekrümmten Geometrien besser als Plain-Gewebe, kann jedoch bei stark doppelt gekrümmten Flächen Falten werfen. Bei komplexen Bauteilformen Sternschnitte setzen oder mit kleineren, überlappenden Zuschnitten arbeiten. Fasern stets entsprechend den Hauptbelastungsrichtungen des Bauteils orientieren: 0°/90° für axiale Zug- und Druckbelastung, ±45° für Torsionsbelastung.
Faser-/Harzverhältnis und Oberflächenqualität
Mit 160 g/m² und 0,30 mm Dicke ist dieses Gewebe ideal als Außenlage in Mehrlagenlaminaten: Es liefert ein sauberes Erscheinungsbild ohne übermäßiges Mehrgewicht. Um das beste Faser-/Harzverhältnis zu erreichen (idealerweise 50/50 bis 60/40 Gewichtsprozent), wann immer möglich mit Vakuumsack arbeiten. Ein Harzüberschuss verbessert die mechanischen Eigenschaften nicht und erhöht das Endgewicht.
Sicherheit beim Zuschneiden und Verarbeiten
Geschnittene Carbonfasern reizen Haut und Schleimhäute. Beim Schneiden und Schleifen Nitrilhandschuhe, Schutzbrille und FFP2-Maske tragen. In einem belüfteten Bereich oder mit lokaler Absaugung arbeiten. Geschnittene Fasern sind elektrisch leitfähig: Kontakt mit Schaltkreisen oder elektronischen Geräten vermeiden.
Häufig gestellte Fragen
Mit welcher Harzart wird dieses Carbongewebe verwendet?
Es ist kompatibel mit Epoxid-, Polyester- und Vinylesterharz. Für strukturelle Anwendungen und Hochleistungsanwendungen ist Epoxidharz die empfohlene Wahl, da es die beste Haftung auf Carbonfaser, geringeren Schwund und bessere mechanische Endeigenschaften bietet. Polyester- oder Vinylesterharze sind für weniger anspruchsvolle Projekte oder wenn die Kosten entscheidend sind geeignet.
Wie viele Lagen benötige ich für ein belastbares Bauteil?
Das hängt von der Anwendung und den erwarteten Belastungen ab. Für dekorative Bauteile oder leichte Gehäuse reichen in der Regel 2–3 Lagen dieses 160-g/m²-Gewebes aus. Für strukturelle Komponenten (Rahmen, Drohnenarme, Chassisverstärkungen) den erforderlichen Wandaufbau anhand der Lasten berechnen: Jede Lage trägt ca. 0,30 mm bei. Für sicherheitskritische Strukturlaminate einen Composite-Fachmann hinzuziehen oder Laminierberechnungen durchführen.
Ist es für Vakuuminfusion geeignet?
Ja. Das 160-g/m²-Twillgewebe ist für Vakuuminfusionsverfahren (VARI) und Vakuumsacklaminierung geeignet. Das mittlere Flächengewicht begünstigt eine gleichmäßige Harztränkung. Auf eine für die Infusion geeignete Harzviskosität achten und das Verteilernetz gut positionieren, um Trockenstellen zu vermeiden.
Wie schneidet man es, ohne dass es ausfranst?
Carbon-Twill neigt beim Schneiden an den Kanten zum Ausfransen. Um dies zu minimieren, scharfe Scheren oder einen Cutter mit neuer Klinge und Metalllineal verwenden. Eine weitere Möglichkeit ist das Auftragen einer dünnen Linie Epoxidharz oder Malerkrepp auf der Schnittlinie vor dem Schneiden; dadurch werden die Filamente fixiert. Bei präzisen Zuschnitten hilft auch das Markieren mit Klebeband und das Schneiden darüber.
Kann es im Außenbereich ohne zusätzlichen Schutz verwendet werden?
Carbonfaser selbst degradiert nicht durch Witterungseinflüsse, aber das Harz kann durch UV-Strahlung vergilben und sich zersetzen. Für den Außeneinsatz stets eine Lage UV-schützenden Lack oder gel coat auf das fertige Bauteil auftragen. Dies schützt sowohl das Harz als auch das optische Erscheinungsbild des Gewebes.
Ist es elektrisch leitfähig?
Ja. Carbonfaser ist elektrisch leitfähig. Dies ist zu berücksichtigen, wenn das Bauteil in der Nähe von elektronischen Bauteilen oder elektrischen Anlagen eingesetzt wird. In diesen Fällen das Bauteil entsprechend isolieren oder sicherstellen, dass die äußere Harzschicht als ausreichende dielektrische Barriere für die jeweilige Anwendung fungiert.
Was ist der Unterschied zwischen diesem Gewebe und einem mit höherem Flächengewicht?
Ein leichteres Gewebe wie dieses mit 160 g/m² ist flexibler, drapiert besser bei Krümmungen und ist ideal als Außenlage oder in Mehrlagenlaminaten, bei denen die Dicke lagenweise kontrolliert wird. Ein Gewebe mit höherem Flächengewicht, wie das 200-g/m²-Gewebe, bietet mehr Steifigkeit pro Lage und reduziert die Anzahl der Lagen für eine bestimmte Wanddicke, drapiert jedoch etwas schlechter. Die Wahl hängt von der Bauteilgeometrie und dem Laminierverfahren ab.
Kann es mit Glasfasergewebe kombiniert werden?
Ja. Es ist üblich, äußere Carbonlagen mit inneren Glasfaserlagen zu kombinieren, um die Gesamtkosten des Laminats zu senken und dabei das optische Erscheinungsbild des Carbons zu erhalten. Die Verträglichkeit beider Fasern mit Epoxidharz ist vollständig gegeben. Zu beachten ist, dass die galvanische Verbindung zwischen Carbon und Aluminium Korrosion verursachen kann; in diesen Fällen stets eine Glasfaserlage oder ein Isoliermaterial zwischen beiden Materialien einlegen.
Keine Bewertungen
Tap to zoom