Warenkorb

{kind=link}
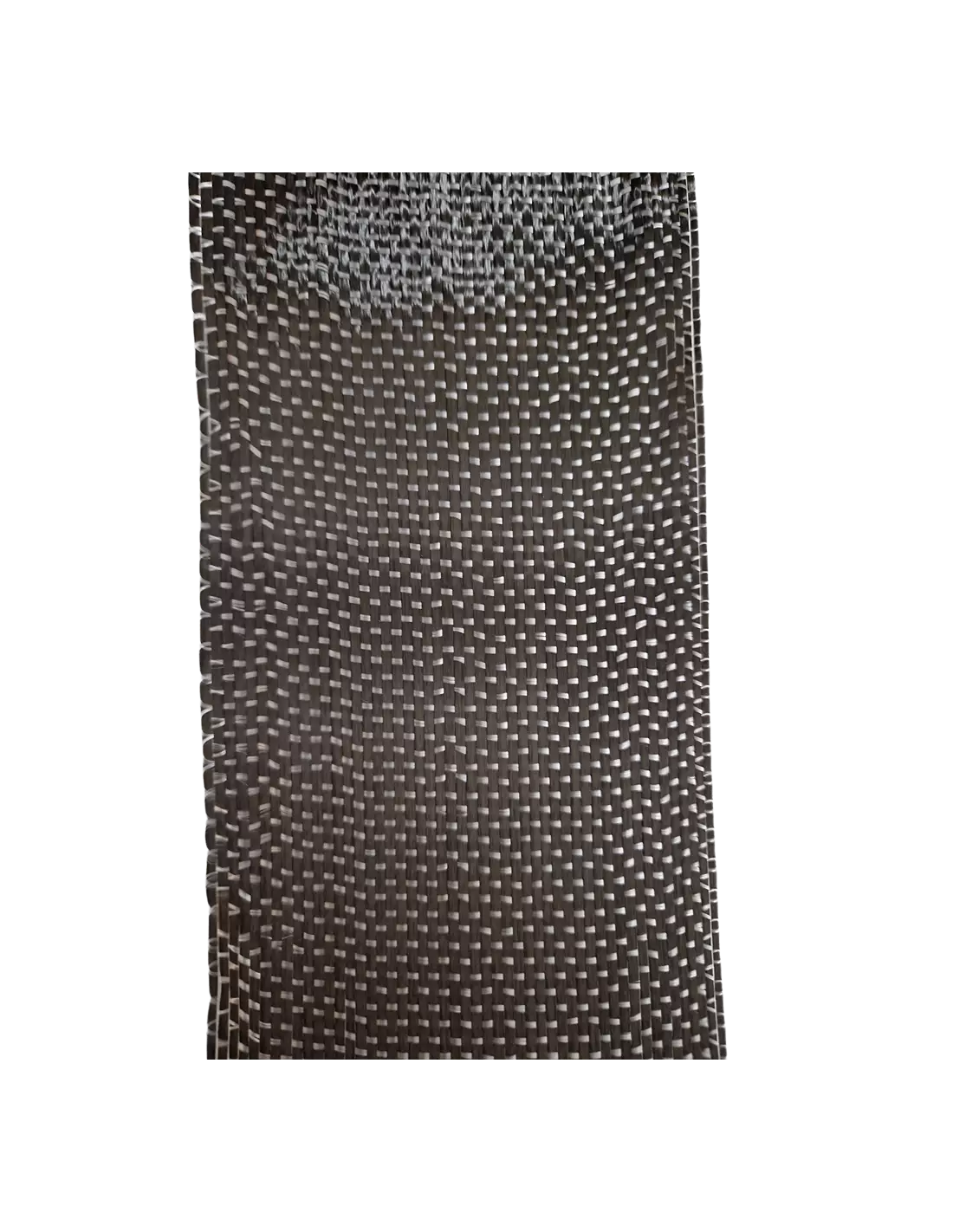
Unidirektionales Carbon-Gewebeband - 225g x 100mm
103202001
12,00 €
14,52 € MwSt. inkl.
14,52 € MwSt. inkl.
Unidirektionales Carbonfaserband 225 g/m², 100 mm Breite. Kette 6K-400 tex, Schuss EC9-34. Hohe Festigkeit und gerichtete Steifigkeit.
Das unidirektionale Carbonfaserband mit 225 g/m² und 100 mm Breite bündelt alle Fasern in einer einzigen Richtung und maximiert so die Festigkeit und Steifigkeit in der Belastungsachse. Der Schussfaden aus EC9-34-Glasfaser hält die Geometrie aufrecht, ohne das Gewicht zu beeinträchtigen, was es zur effizientesten Option macht, wenn die Belastung im Design klar definiert ist.
Technische Spezifikationen
| Parameter | Wert |
|---|---|
| Gewebeart | Unidirektional (UD) |
| Flächengewicht | 225 g/m² |
| Breite | 100 mm |
| Schussfaden | EC9-34 (Glasfaser) |
| Kette | 5,0 Fd/cm — Filament 6K, 400 tex |
| Schuss | 3,5 × 2 Fd/cm — EC9-34 tex |
| Verstärkungsrichtung | 0° (längs) |
Anwendungsbereiche
Dieses Band ist für die Verstärkung linearer Strukturelemente oder die Herstellung von Bauteilen konzipiert, bei denen die Hauptbelastung in einer einzigen Richtung wirkt. Das 100 mm breite Bandformat ermöglicht eine lokalisierte Laminierung ohne Materialverschwendung.
- Lokale Verstärkung von Holmen, Trägern und Profilen in der Luft- und Raumfahrt sowie im Automobilbau
- Herstellung von Rohren, Schaufeln und Stützen mittels Wickel- oder Flachlaminierverfahren
- Hochleistungs-Sportausrüstung: Fahrradrahmen, Schläger, Stöcke und Rackets
- Strukturelle Verstärkung bei der Reparatur beschädigter Composite-Bauteile
- Prototypen und Industriedesign-Bauteile, bei denen das Steifigkeits-/Gewichtsverhältnis kritisch ist
- Laminierung von Snowboards, Kitesurf-Boards und anderen Gleitgeräten
- Verstärkung von Holz-, Stahl- oder Aluminiumbauteilen in Hybridkonstruktionen
Verarbeitung
- Kompatibles Harz wählen: Dieses Band ist für Epoxi-, Polyester- und Vinylesterharze geeignet. Epoxiharz bietet die beste Haftung und die besten mechanischen Endeigenschaften.
- Oberfläche vorbereiten: Untergrund reinigen und anschleifen. Bei Formen ein geeignetes Trennmittel auftragen, um eine beschädigungsfreie Entformung zu gewährleisten.
- Band zuschneiden: Mit einer Schere oder einem Cutter und Metalllineal immer trocken schneiden. Lagen und Ausrichtung vor dem Tränken planen.
- Band tränken: Katalysiertes Harz mit Rolle oder Pinsel auf die Oberfläche oder direkt auf das Band auftragen. Sicherstellen, dass alle Fasern vollständig gesättigt sind, ohne überschüssiges Harz.
- Positionieren und verdichten: Das Band auf dem Untergrund so ausrichten, dass die Fasern in Belastungsrichtung liegen. Mit der Entlüftungsrolle einrollen, um eingeschlossene Luft zu entfernen und guten Kontakt sicherzustellen.
- Bei Bedarf weitere Lagen hinzufügen: Wenn das Design mehrere Lagen erfordert, den Vorgang wiederholen und jedes Band gemäß dem Laminierplan ausrichten. Für mehrachsige Belastungen Lagen bei 0°, 45° oder 90° mit bidirektionalem Carbongewebe kombinieren.
- Bauteil aushärten: Den vom Harzhersteller vorgegebenen Aushärtezyklus einhalten. Eine Nachhärtung bei erhöhter Temperatur verbessert die mechanischen Eigenschaften deutlich.
- Entformen und nachbearbeiten: Nach vollständiger Aushärtung vorsichtig entformen und die erforderliche Oberflächenbearbeitung vornehmen (Schleifen, Lackieren, Versiegeln).
Verarbeitungshinweise
Faserorientierung: der kritischste Punkt
Bei einem unidirektionalen Gewebe konzentriert sich die Festigkeit zu 100 % in der Richtung der Carbonfasern (0°). Wenn die Belastung im Bauteil nicht rein axial ist, diese Lagen mit Carbon-Twill-Gewebe oder Lagen bei ±45° kombinieren, um Torsions- und Scherfestigkeit zu gewinnen. Ein reines UD-Laminat in einer mehrachsigen Anwendung kann unvorhergesehen versagen.
Harz-/Faserverhältnis und Oberflächenqualität
Überschüssiges Harz verbessert die Festigkeit nicht – es verschlechtert sie. Ein Gewichtsanteil von ca. 35–45 % Harz am Gesamtlaminat wird angestrebt. Mit Entlüftungsrolle arbeiten und, wenn möglich, Vakuuminfusion anwenden, um das Laminat zu verdichten, Zwischenraumluft zu entfernen und einen höheren Faservolumenanteil zu erzielen. Das Ergebnis ist ein steiferes, leichteres Bauteil mit besserer Oberfläche.
Lagerung und Handhabung
Das Band aufgerollt, trocken und vor direktem Licht geschützt lagern. Carbonfasern sind elektrisch leitfähig: Schnittreste dürfen nicht in Kontakt mit empfindlichen Elektronikgeräten geraten. Beim Trockenschneiden Atemschutz und Handschuhe tragen, da Mikrofasern Haut und Atemwege reizen.
Häufig gestellte Fragen
Was ist der Unterschied zwischen einem unidirektionalen und einem bidirektionalen Gewebe?
Bei einem unidirektionalen Gewebe verlaufen alle Lastfasern in dieselbe Richtung (0°), sodass Festigkeit und Steifigkeit auf dieser Achse konzentriert sind. Ein bidirektionales Gewebe (Plain, Twill, Köper) verteilt die Fasern bei 0° und 90°, bietet Festigkeit in beiden Richtungen – auf Kosten eines etwas höheren Gewichts pro Leistungseinheit auf einer bestimmten Achse. Dieses Band mit 225 g/m² ist die richtige Wahl, wenn die Hauptbelastung klar definiert ist; für kombinierte Lasten sollte es mit bidirektionalem Gewebe kombiniert werden.
Mit welchen Harzen ist dieses Carbonband kompatibel?
Es ist kompatibel mit Epoxi-, Polyester- und Vinylesterharzen. Epoxiharz wird am meisten empfohlen, da es eine bessere Haftung auf Carbonfasern, geringeren Schwund beim Aushärten und überlegene mechanische Eigenschaften bietet. Polyester- und Vinylesterharze sind für weniger anspruchsvolle Anwendungen geeignet und kostengünstiger.
Wie viele Lagen benötige ich für ein steifes Bauteil?
Das hängt vom Flächengewicht, der Geometrie, dem Harz und der vorgesehenen Belastung ab. Als Richtwert sind 2–3 Lagen dieses 225 g/m²-Bandes mit Epoxiharz für lineare Verstärkungen an dünnwandigen Elementen ausreichend. Für primäre Strukturbauteile empfiehlt sich eine Laminatberechnung oder ein Prototyp mit Prüfung. Die ausgehärtete Lagendicke beträgt beim Handlaminat ca. 0,2–0,25 mm.
Kann ich dieses Band mit Vakuuminfusion verarbeiten?
Ja. Unidirektionale Carbongewebe sind mit Vakuuminfusion (leichtes RTM, VARTM) kompatibel. Die Permeabilität in Faserrichtung ist hoch, was den Harzfluss in Längsrichtung begünstigt. Quer zur Faser ist die Permeabilität deutlich geringer, weshalb Harzeintrittspunkte und Vakuumleitungen sorgfältig geplant werden sollten, um eine vollständige Tränkung sicherzustellen.
Was ist der Unterschied zwischen 3K- und 6K-Filamenten?
Die Zahl gibt die Filamente pro Tow an: 3K entspricht 3.000 Filamenten und 6K entspricht 6.000. Dieses Band verwendet 6K-Tows (400 tex), also dickere Rovings, höheres Flächengewicht pro Lage und eine etwas texturierte Oberfläche. 3K-Rovings erzeugen eine feinere Oberfläche und werden häufiger bei ästhetischen Anwendungen eingesetzt. Für strukturelle Verstärkungen bietet 6K ein sehr gutes Kosten-/Leistungsverhältnis.
Wie schneide ich das Band, ohne dass es ausfransen?
Immer mit scharfer Schere oder Cutter auf einer harten Unterlage schneiden. Bei schrägen Schnitten kann das Band leicht ausfransen, da der Schussfaden aus Glasfaser sehr dünn ist. Für Schrägschnitte vor dem Schneiden einen Streifen Papierklebeband auf die Schnittlinie aufkleben und danach entfernen. Alternativ kann eine kleine Menge Harz auf die Schnittkante aufgetragen werden, um sie zu konsolidieren.
Kann dieses Band mit Glasfaser im selben Laminat kombiniert werden?
Ja, Carbon-Glas-Hybridlaminate sind gängige Praxis. Üblicherweise wird Carbon in den Außenlagen (wo die Biegebeanspruchungen am größten sind) und Glasfaser im Kern oder als Innenlage eingesetzt. Dadurch werden Kosten reduziert, ohne übermäßig an Steifigkeit zu verlieren. Der Elastizitätsmodul von Carbon ist deutlich höher als der von Glas, weshalb Carbon den Großteil der Last aufnimmt.
Benötige ich persönliche Schutzausrüstung beim Arbeiten mit Carbonfaser?
Ja. Carbonfaser-Mikrofasern reizen Haut, Augen und Atemwege. Beim Schneiden oder Schleifen Nitrilhandschuhe, Schutzbrille und FFP2-Atemschutzmaske tragen. In gut belüfteten Räumen arbeiten und Schnittreste mit einem HEPA-gefilterten Staubsauger aufsammeln – nicht mit Druckluft wegblasen.
Keine Bewertungen
Tap to zoom
