Warenkorb



{kind=link}
{kind=link}
Aramid-Köpergewebe 170g x 100cm 2/2
103210001
18,00 €
21,78 € MwSt. inkl.
21,78 € MwSt. inkl.
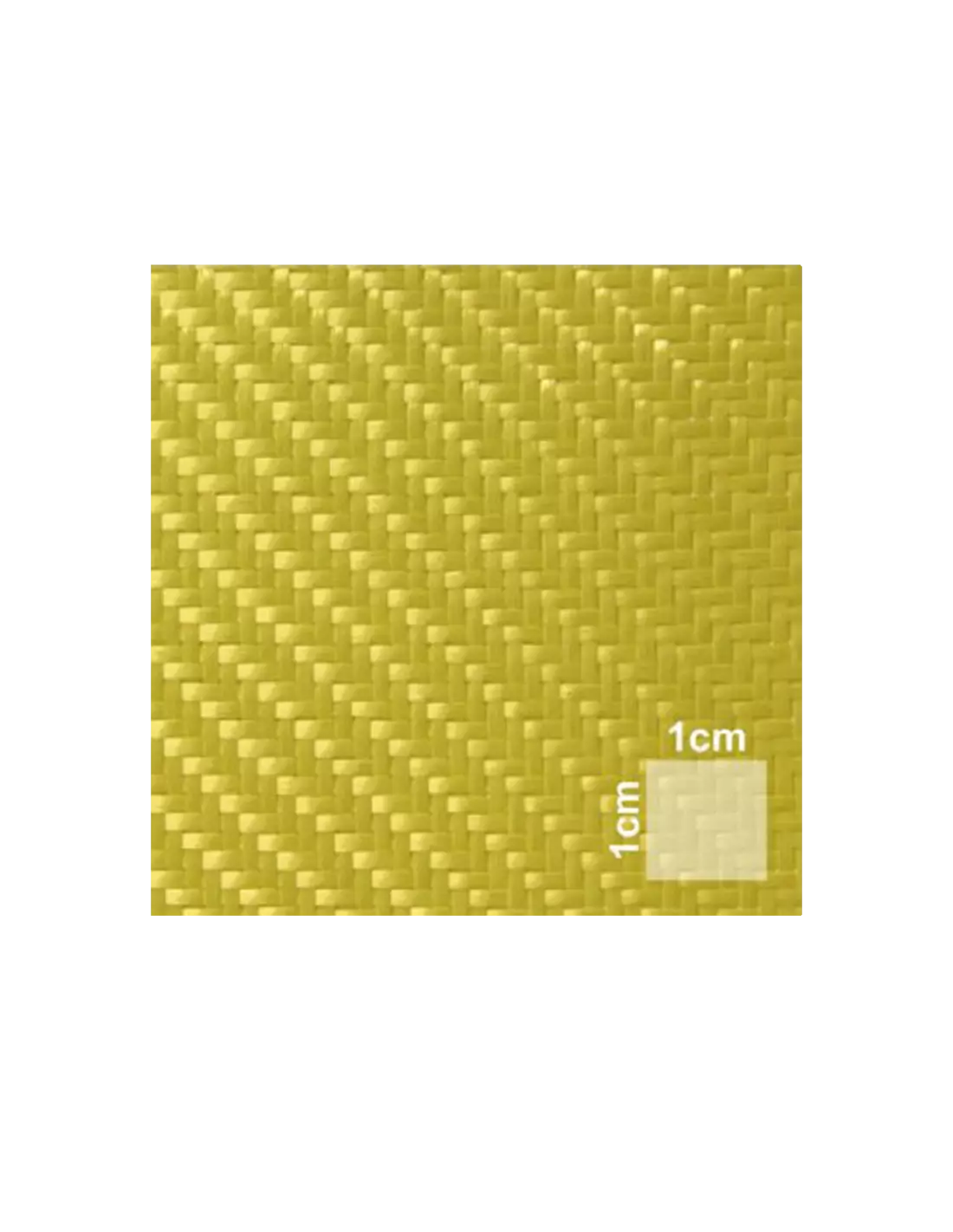
Aramidfasergewebe (Kevlar) in Twill 2/2-Bindung, 170 g/m², 100 cm breit. Dicke 0,34 mm, hohe Zug-, Hitze- und Abriebfestigkeit.
Das Aramidfasergewebe Twill 2/2 mit 170 g/m² ist ein Hochleistungs-Faserverstärkungsmaterial aus Aramidfasern (Kevlar-Äquivalent) in Köperbindung, das außergewöhnliche Zug-, Hitze- und Abriebfestigkeit bei sehr geringem Gewicht vereint. Es ist die Referenzwahl für leichte Strukturverbundwerkstoffe, Schutzausrüstungen und industrielle Anwendungen, wo Aluminium oder Glasfaser nicht ausreichen.
Technische Spezifikationen
| Parameter | Wert |
|---|---|
| Material | Aramid (Hochmodulfaser) |
| Bindung | Twill 2/2 (Köper) |
| Flächengewicht | 170 g/m² |
| Breite | 100 cm |
| Dicke | 0,34 mm |
| Schuss | 5,2 Fd/cm — 158 Tex |
| Kette | 5,2 Fd/cm — 158 Tex |
| Farbe | Charakteristisches Goldgelb der Aramid |
| Hitzebeständigkeit | Hoch |
Anwendungsbereiche
Dank seines Festigkeit/Gewicht-Verhältnisses und des Twill-Musters, das die Drapierung über komplexe Geometrien erleichtert, wird dieses Gewebe in einem breiten Spektrum technischer und industrieller Bereiche eingesetzt:
- Leichte Strukturbauteile in Epoxidharz- oder Vinylester-Verbundwerkstoffen (Karosserien, Gehäuse, Paneele)
- Verstärkung und Reparatur von Aufprallzonen an Booten, Fahrzeugen und Leichtflugzeugen
- Herstellung persönlicher Schutzausrüstungen: Westen, Helme, Motorradschutzausrüstungen
- Flammhemmende Schutzkleidung: Feuerwehranzüge, Schweißerkleidung, Hochtemperaturhandschuhe
- Verstärkung von Seilen, Kabeln und Zugelementen unter extremer Belastung
- Herstellung technischer Segel und hochbeanspruchter Nautikkomponenten
- Schnittschutz in Handschuhen und industriellen Schutzärmeln
- Projekte im Instrumentenbau, Bogenbau und hochwertigen Sportausrüstungen
Anleitung zur Verarbeitung
- Laminat planen: Bestimmen Sie die erforderliche Lagenanzahl entsprechend den mechanischen Anforderungen des Bauteils. Für hochsteife Verbundwerkstoffe kombinieren Sie Aramidfaser-Lagen mit Kohlefaser- oder Glasfaser-Lagen.
- Gewebe zuschneiden: Verwenden Sie lange Scheren, die speziell für Aramidfasern geeignet sind (herkömmliche Klingen stumpfen schnell ab). Markieren Sie die Schnittlinien mit Malerkrepp vor dem Zuschneiden, um ein Ausfransen der Kanten zu vermeiden.
- Form oder Unterlage vorbereiten: Tragen Sie Trennmittel auf, wenn Sie auf einer Form arbeiten. Stellen Sie sicher, dass die Oberfläche sauber und feuchtigkeitsfrei ist.
- Gewebe tränken: Tragen Sie das Harz (Epoxid, Polyester oder Vinylester) auf die Oberfläche auf, legen Sie das Gewebe auf und verteilen Sie eine zweite Harzschicht darüber. Verwenden Sie eine Blasenrolle oder Spachtel, um eingeschlossene Luft zu entfernen und eine gleichmäßige Tränkung sicherzustellen.
- Peel Ply aufbringen (optional): Das Auflegen einer Peel Ply-Lage auf das nasse Laminat erleichtert die Oberflächenverarbeitung und ermöglicht das Verbinden weiterer Lagen ohne Schleifen.
- Aushärten lassen: Beachten Sie die Aushärtezeiten des verwendeten Harzes. Wenn möglich, wenden Sie Vakuumdruck mit einem Vakuumsack an, um das Faser/Harz-Verhältnis zu verbessern.
- Entformen und Nachhärten: Nach dem Aushärten vorsichtig entformen. Falls das Harz es erfordert, führen Sie das Nachhärten im Ofen gemäß den Herstellerangaben des Harzes durch.
Verarbeitungshinweise
Zuschnitt: Das Werkzeug entscheidet
Aramidfasern sind mit herkömmlichen Scheren oder Cuttermessern notorisch schwer zu schneiden, da die Fasern nicht durch Druck brechen, sondern gleiten. Verwenden Sie Scherschnitt-Scheren mit langen, gezahnten oder speziell für Aramid ausgelegten Klingen. Versuchen Sie nie, mit einem Cutter an einer Schiene zu schneiden: Das Ergebnis sind ausgefranste Kanten, die das Laminieren erschweren. Für sehr präzise Schnitte liefert eine kleine Laborschneidemaschine hervorragende Ergebnisse.
Tränkung und Ausfransen kontrollieren
Bevor Sie die endgültigen Stücke zuschneiden, tragen Sie einen kleinen Punkt Harz oder Klebeband auf die Schnittkanten auf, um diese zu fixieren. Beim Tränken hat das Twill-Gewebe eine gute Anpassungsfähigkeit an Kurven, arbeiten Sie jedoch stets von der Mitte zu den Rändern hin, um Falten zu vermeiden. Wenn das Laminat zu viel Harz enthält, sinkt das Faser/Harz-Verhältnis und die mechanischen Eigenschaften leiden: Anstreben Sie ein feuchtes, aber pfützenfreies Ergebnis.
Kombination mit anderen Fasern
Aramid bietet herausragende Zug- und Schlagfestigkeit, jedoch ist sein Druckmodul geringer als der von Kohlefaser. Für Bauteile, die gleichzeitig Steifigkeit und Schlagfestigkeit benötigen, wechseln Sie Aramidfaser-Lagen mit Kohlefaser-Lagen ab (Hybrid-Sandwich). Wenn das Projekt eine lokale Verstärkung ohne zusätzliche Dicke erfordert, sind gehackte Glasfasern 6 mm eine effektive Ergänzung zur punktuellen Verstärkung mit Harz.
Häufig gestellte Fragen
Welches Harz ist mit diesem Gewebe kompatibel?
Das Aramidfasergewebe Twill 170 g ist kompatibel mit Epoxid-, Polyester- und Vinylesterharzen. Epoxidharz wird für strukturelle Anwendungen am meisten empfohlen, da es eine bessere Faserhaftung, geringeren Schwund und überlegene mechanische Eigenschaften bietet. Polyester- und Vinylesterharze sind für weniger kritische Anwendungen oder wo die Kosten ein entscheidender Faktor sind geeignet.
Mit welchen Scheren schneidet man Aramidfasern korrekt?
Aramidfasern erfordern Scherschnitt-Scheren mit langen, scharfen Klingen, die vorzugsweise speziell für dieses Material ausgelegt sind. Herkömmliche Scheren oder Cuttermesser funktionieren nicht gut, da die Fasern gleiten statt zu brechen. Halten Sie die Klingen stets scharf: stumpfe Scheren führen zu ausgefransten Kanten, die das Laminieren erschweren.
Wie viele Lagen benötige ich für ein Strukturbauteil?
Dies hängt von der Anwendung, dem Harz und den Festigkeitsanforderungen ab. Als Richtwert können für leichte Schutzteile oder lokale Verstärkungen 2–3 Lagen des 170 g/m²-Gewebes ausreichen. Für strukturelle Bauteile unter Schlagbelastung werden in der Regel 4 bis 8 Lagen verwendet, häufig in Kombination mit anderen Geweben. Konsultieren Sie stets die spezifischen Strukturdesigndaten Ihres Projekts.
Kann es mit Infusionstechnik oder Vakuumsack verwendet werden?
Ja. Das Aramidfasergewebe Twill 170 g ist kompatibel mit Harzinfusion und Vakuumsack-Laminierung. Der Vakuumsack verbessert die Laminatverdichtung und reduziert den Restgehalt an Harz, was zu besseren mechanischen Eigenschaften führt. Das Peel Ply 83 g/m² ist bei diesen Prozessen eine übliche Ergänzung, um eine klebefähige oder lackierbare Oberfläche zu erzielen.
Warum ist Aramid gelb und verändert seine Farbe mit dem Harz nicht?
Das Goldgelb ist den Aramidfasern intrinsisch und bleibt nach dem Tränken mit transparentem Harz sichtbar, anders als Glasfaser, die nahezu unsichtbar wird. Wenn Sie ein spezifisches Farbfinish benötigen, tragen Sie vor dem Laminieren eine pigmentierte gel coat-Schicht auf die Form auf, oder lackieren Sie das ausgehärtete Bauteil nach dem Entformen.
Ist Aramid hitzebeständig?
Ja, Aramidfasern haben eine thermische Beständigkeit, die weit über der von herkömmlicher Glasfaser oder Polypropylen liegt. Sie behalten einen Großteil ihrer mechanischen Eigenschaften bei erhöhten Temperaturen und schmelzen nicht wie thermoplastische Polymere. Deshalb werden sie häufig in Schutzkleidung für Feuerwehrleute, Schweißer und Hochtemperatur-Industrieanwendungen eingesetzt. Die tatsächliche Grenze hängt auch von dem im Verbundwerkstoff verwendeten Harz ab.
Ist es für ballistische Schutzanwendungen geeignet?
Aramidfasern sind das Grundmaterial vieler ballistischer Schutzsysteme dank ihrer Fähigkeit, Aufprallenergie zu absorbieren und zu dissipieren. Ein standardmäßiges Werkstattlaminat entspricht jedoch nicht einem zertifizierten ballistischen Panel, das ein spezifisches Design, eine validierte Lagenanzahl und normierte Prüfungen erfordert. Wenn Ihr Projekt normative ballistische Anforderungen hat, konsultieren Sie einen Fachingenieur.
Kann Aramid nach dem Aushärten geschliffen oder bearbeitet werden?
Aramid ist besonders widerstandsfähig gegen konventionelle Bearbeitung. Das Schleifen erzeugt ein ungleichmäßiges Finish mit losen Fasern an der Oberfläche („Fusseln"), was das Endfinish erschwert. Für Bohren und Schneiden verwenden Sie gut geschärfte Hartmetall-Werkzeuge und geeignete Schnittgeschwindigkeiten. Der Einsatz von Peel Ply während des Aushärtens minimiert die Notwendigkeit, die Oberfläche zu schleifen.
Keine Bewertungen
Tap to zoom
